
工业真空加热盘
1.1 核心定义与功能边界
工业真空加热盘指工作在高真空环境(10⁻¹~10⁻⁶ Torr) 中,通过电能转化为热能实现物料(晶圆、卷材、零部件等)精准控温的工业级设备,需满足:
-
温度范围:室温~2200℃(工业级扩展至3000℃),控温精度±0.5℃(精密场景)至±5℃(常规场景);
-
真空兼容性:材料放气率<1×10⁻⁹ Pa·m³/s,泄漏率<1×10⁻⁸ Pa·m³/s;
-
环境适应性:抗高温氧化、强腐蚀(如Cl₂、HF)、机械冲击(如大尺寸工件搬运载荷)。
其功能边界覆盖“热场生成-环境隔离-过程监控”全链条,是连接材料科学与工业制造的关键接口。
1.2 技术分类与工业价值
|
分类维度 |
类型 |
技术特点 |
工业核心价值 |
|---|---|---|---|
|
加热方式 |
电阻加热盘 |
钼/钨/石墨发热体,成本低(占比60%) |
基础热处理(金属退火、陶瓷烧结) |
|
感应加热盘 |
涡流生热,升温速率>200℃/s |
快速钎焊、表面淬火 |
|
|
红外辐射加热盘 |
石英灯管无接触传热,洁净度高 |
光学元件、半导体光刻胶固化 |
|
|
结构形式 |
平板式 |
简单紧凑,适用小尺寸工件(≤300mm) |
实验室研发、小批量试产 |
|
辊道式 |
连续生产线集成,适用卷材(如锂电极片) |
新能源材料大规模处理 |
|
|
井式 |
垂直装载,适用深腔体工件(如航空叶片) |
复杂构件热处理 |
|
|
真空等级 |
粗真空(10⁻¹~10⁻³ Torr) |
成本低,防氧化为主 |
普通金属热处理 |
|
高真空(≤10⁻⁵ Torr) |
洁净度高,抑制气体分子干扰 |
半导体、光伏、精密合金处理 |
二、核心技术与系统架构
2.1 材料体系:从传统到超高温复合
工业真空加热盘的材料需平衡导热性、耐温性、抗腐蚀性、低放气率四大核心指标,其性能直接决定设备寿命与工艺上限。
2.1.1 基体材料性能对比
|
材料 |
导热率(W/m·K) |
最高耐温(℃) |
热膨胀系数(×10⁻⁶/K) |
工业应用场景 |
成本(元/kg) |
|---|---|---|---|---|---|
|
高纯石墨 |
150~400 |
2500 |
4.5~5.0 |
半导体外延、碳纤维烧结 |
200~500 |
|
碳化硅(SiC) |
300~490 |
1600 |
4.0~4.5 |
光伏扩散炉、SiC器件退火 |
800~1500 |
|
氮化铝(AlN) |
170~230 |
1200 |
4.5~5.0 |
功率模块封装、LED芯片处理 |
1000~2000 |
|
钼合金(Mo-La₂O₃) |
138 |
1800 |
5.1 |
高温真空钎焊、玻璃熔炼 |
500~1000 |
|
ZrB₂-SiC超高温陶瓷 |
60~80 |
3000 |
5.5~6.0 |
航空航天热端部件处理 |
5000~10000 |
2.1.2 表面防护与低放气技术
-
抗腐蚀涂层:
-
等离子喷涂Al₂O₃-TiO₂(耐酸碱,寿命>10,000小时,用于化工设备);
-
CVD SiC涂层(耐卤素气体,MOCVD设备抗Cl₂腐蚀,寿命延长3倍)。
-
-
低放气处理:
-
高温真空退火(1800℃/10⁻⁵ Torr,去除吸附气体,放气率降低90%);
-
氢等离子体清洗(表面碳氢化合物分解率>99%,满足半导体洁净度要求)。
-
2.2 结构设计:从单区到多物理场协同
2.2.1 多区独立控温结构
针对大尺寸工件(如450mm晶圆、1m宽卷材)的温度均匀性需求,采用分区加热+独立PID控制:
-
实现方式:电阻式(蛇形钼带分区印刷,线宽0.1mm)、感应式(多频线圈组合激发差异化涡流);
-
控制精度:16~32区独立控制,单区功率分辨率≤0.1W,300mm晶圆温差<±0.5℃(半导体级)。
2.2.2 热应力抑制与模块化设计
-
柔性连接层:石墨纸(厚度0.1mm,CTE匹配)+ 铟箔垫片(熔点156℃,高温塑性变形释放应力),热应力降低40%;
-
仿生散热结构:3D打印叶脉状铜基导流槽(散热效率↑40%)、梯度孔隙基板(孔隙率30%~60%渐变,热均匀性↑35%);
-
模块化组装:“核心加热区+缓冲层+防护铠装”分块设计,快拆螺栓连接,维护时间缩短50%。
2.3 智能控制系统:从PID到数字孪生
2.3.1 多变量协同控制算法
工业场景下需同时调控温度、真空度、气体流量等多参数,采用改进PID+前馈补偿模型:
U(t)=Kpe(t)+Ki∫0te(τ)dτ+Kddtde(t)+f(m˙,Pvac)
-
e(t):温度偏差;f(⋅):气体流量(m˙)、真空度(Pvac)补偿函数;
-
执行机构:加热功率(0~20kW)、气体阀(Ar/N₂/H₂流量0~100sccm)、真空泵组(干泵+分子泵)。
2.3.2 数字孪生与预测性维护
构建“物理设备-虚拟模型”实时映射系统(见图1):
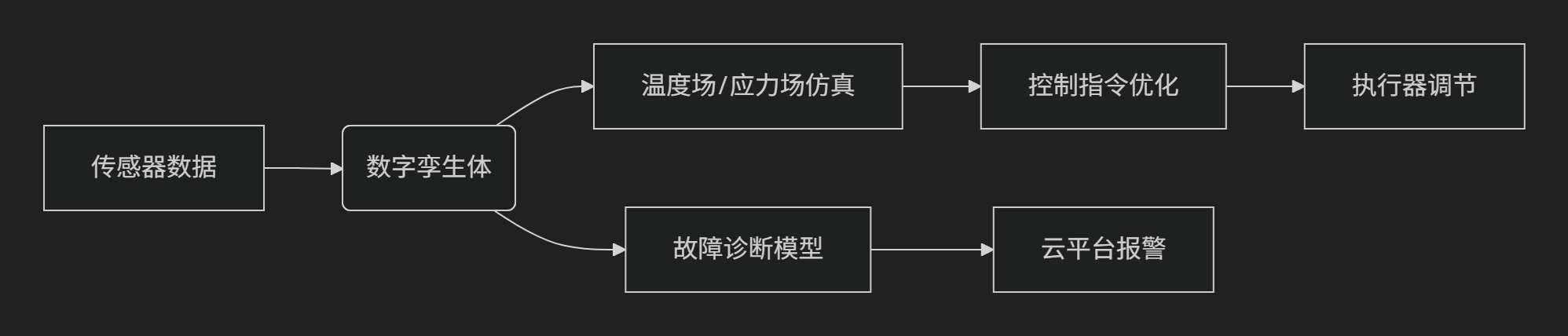
-
核心功能:温度场实时映射(误差<±1℃)、剩余寿命预测(基于Arrhenius加速模型)、工艺参数自优化(强化学习算法)。
三、工业场景应用与需求分析
3.1 半导体制造:超洁净与超精密
-
核心工艺:离子注入后退火(RTA,1200℃/10⁻⁶ Torr,温差<±1℃)、原子层沉积(ALD,200~400℃恒温,湿度±0.5%RH);
-
特殊需求:晶圆静电吸附(ESC)防位移、超低颗粒污染(<0.1个/片,粒径>0.1μm);
-
案例:北方华创NMC612加热盘(300mm晶圆,±1℃精度,10⁻⁷ Torr真空度)应用于中芯国际55nm BCD工艺线。
3.2 新能源材料:规模化与低成本
|
材料 |
工艺温度 |
真空要求 |
核心挑战 |
工业解决方案 |
|---|---|---|---|---|
|
锂电池正极材料 |
400~800℃ |
10⁻² Torr |
脱粉控制(收缩率<3%) |
辊道式加热盘+柔性石墨垫层 |
|
钙钛矿太阳能电池 |
150~200℃ |
10⁻³ Torr |
有机组分热分解抑制 |
红外辐射加热盘(无接触传热) |
|
氢燃料电池MEA |
120~180℃ |
10⁻¹ Torr |
质子交换膜脱水均匀性 |
多区控温平板盘(16区独立调节) |
3.3 航空航天:极端工况与长寿命
-
典型工艺:钛合金叶片真空钎焊(900~1100℃,残余应力<50MPa)、陶瓷基复合材料(CMC)固化(1800℃/10⁻⁴ Torr,密度偏差<0.5%);
-
极端要求:抗热震性(>1000次急冷急热循环)、长时稳定性(>5000小时连续运行);
-
案例:中电科二所SiC/SiC铠装加热盘(耐温1600℃,通过航空发动机叶片钎焊验证)。
四、产业化现状与竞争格局
4.1 核心瓶颈
|
技术领域 |
国际水平 |
国内水平 |
差距根源 |
|---|---|---|---|
|
SiC复合材料制备 |
纤维体积分数>50% |
纤维体积分数<40% |
预制体编织设备依赖进口 |
|
精密温控算法 |
AI动态调优(响应<0.5s) |
PID基础控制(响应>2s) |
实时操作系统(RTOS)缺失 |
|
真空密封技术 |
泄漏率<1×10⁻¹⁰ Pa·m³/s |
泄漏率≈1×10⁻⁹ Pa·m³/s |
金属密封圈寿命短50% |
五、未来发展趋势
5.1 材料革新:超高温与智能化
-
超高温陶瓷:ZrB₂-SiC复合材料(熔点3245℃,抗氧化性↑300%),用于2000℃以上极端环境;
-
智能材料:形状记忆合金(SMA)温控元件(相变温度可调)、热电转换材料(TEG)余热回收(效率>15%)。
5.2 智能化升级:AI与数字孪生
-
AI工艺优化:强化学习算法动态调整温度/压力/气体流量,晶圆均匀性提升20%;
-
工业元宇宙:AR远程运维(微软HoloLens指导检修)、虚拟工厂培训(西门子Process Simulate)。
5.3 绿色制造:节能与低碳
-
节能设计:脉冲加热(占空比<30%,能耗↓40%)、热泵余热回收(COP>3.0);
-
低碳材料:生物基陶瓷前驱体(碳排放↓50%)、再生SiC粉末(回收率>95%)。
六、结论与建议
6.1 核心结论
-
技术融合是突破方向:材料创新(SiC/石墨烯)+智能控制(AI/数字孪生)协同提升性能;
-
场景定制化需求凸显:半导体需超洁净,新能源重成本控制,航空航天气动热管理;
-
国产化窗口期开启:新能源设备领域(如锂电材料处理)率先实现替代。
6.2 发展建议
-
政策层面:设立“高端真空装备专项基金”,支持SiC复合材料产业化;制定工业真空设备测试国家标准(GB/T XXXX-202X);
-
企业层面:联合高校攻关“卡脖子”技术(如高精度温控算法);布局“设备+服务”模式(按处理工件数收费);
-
技术层面:开发开源工业控制平台(类似ROS for Industrial);构建真空加热盘共享数据库(材料/工艺/故障案例)。















