
真空铠装加热盘
真空铠装加热盘是一种集成于真空环境(如高真空、超高真空)中的高效加热装置,通过金属铠装层与内部发热元件的复合结构,实现高温下的稳定加热、均匀传热及长期可靠性。其广泛应用于半导体制造、真空镀膜、航天热试验、科研实验等领域,对提升真空设备性能具有关键作用。本文从技术原理、结构设计、材料体系、制造工艺、性能测试及应用案例等维度展开深入研究,系统阐述真空铠装加热盘的技术特点与发展趋势。

1. 引言
1.1 研究背景与意义
随着高端制造与科学研究对真空环境的需求日益迫切(如半导体芯片制程需10⁻⁶~10⁻⁹ Pa级真空,航天热试验需模拟极端温度场),传统加热方式(如电阻丝直接加热、陶瓷加热片)在真空环境中暴露出显著缺陷:易氧化失效、热分布不均、机械强度低、寿命短。真空铠装加热盘通过“金属铠装+内部发热体”的复合结构,有效解决了上述问题,成为真空加热领域的核心技术之一。
1.2 技术定义与核心功能
定义:真空铠装加热盘是一种将发热元件(如电阻丝、电热膜)封装于金属铠装壳体内,通过绝缘介质隔离,并适配真空环境的加热装置。其核心功能包括:
-
高温稳定性:在真空环境下实现100~1200℃(甚至更高)可控加热;
-
均匀热场:通过铠装层导热与结构设计,确保被加热物体表面温度偏差≤±5℃;
-
长寿命与可靠性:抗热震、抗机械振动,适应真空环境下的长期运行;
-
低污染特性:避免材料挥发污染真空腔室,满足洁净度要求。

2. 技术原理与结构组成
2.1 工作原理
真空铠装加热盘的工作本质是焦耳热效应与热传导/辐射的协同作用:
-
电能-热能转换:内部发热元件(如合金电阻丝)通以电流,因电阻损耗产生焦耳热(Q=I²Rt);
-
热量传递:发热元件的热量通过绝缘层(如氧化镁粉)传导至金属铠装层,再由铠装层通过热传导(为主)和热辐射传递至被加热物体;
-
真空环境适配:金属铠装层隔绝外部气体,避免发热元件氧化;同时,真空环境降低了对流散热,提高热效率(可达90%以上)。
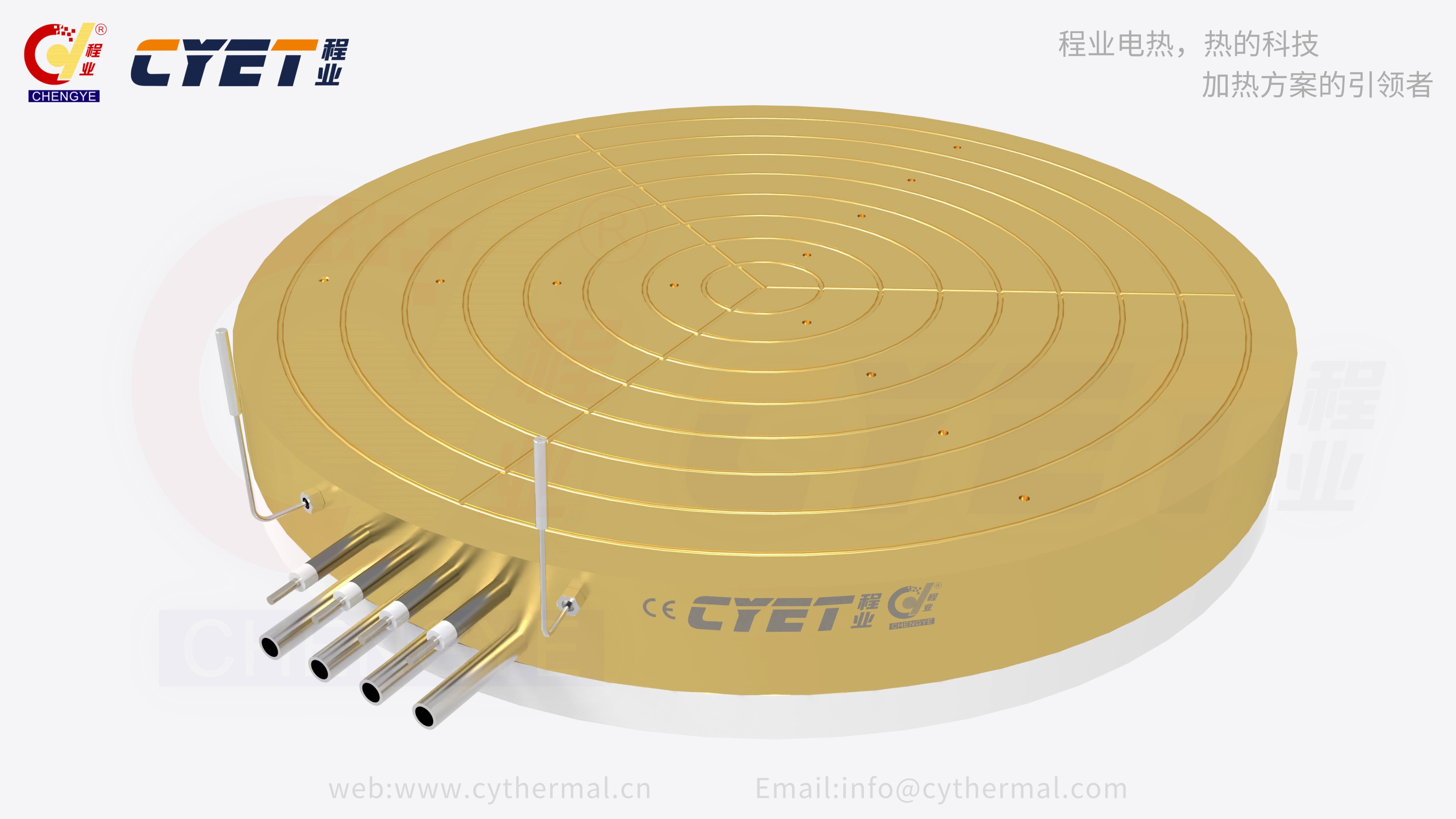
2.2 结构组成
典型真空铠装加热盘的结构如图1所示,主要包括以下部分:
|
组件 |
功能 |
关键参数 |
|---|---|---|
|
金属铠装层 |
保护内部发热体与绝缘层,提供机械支撑,传导热量 |
材质(不锈钢304/316L、Inconel 600/625)、厚度(0.5~3mm)、表面光洁度(Ra≤0.8μm) |
|
发热元件 |
产生焦耳热,决定加热功率与温度范围 |
材质(镍铬合金Cr20Ni80、铁铬铝合金FeCrAl)、线径(0.1~1.0mm)、绕制方式(螺旋/波纹) |
|
绝缘层 |
隔离发热元件与铠装层,防止短路 |
材质(氧化镁MgO、氧化铝Al₂O₃)、填充密度(≥95%)、绝缘电阻(≥100MΩ·cm) |
|
引出电极 |
连接电源与发热元件,实现电气导通 |
材质(铜镀银、钼)、密封方式(激光焊接/钎焊)、耐温等级(≥1200℃) |
|
安装接口 |
与被加热物体或真空腔室固定 |
尺寸(Φ50~500mm)、安装孔位(均匀分布)、平面度(≤0.1mm/m) |

3. 关键技术与材料体系
3.1 核心技术难点
(1)热膨胀匹配设计
真空铠装加热盘工作时,发热元件(线膨胀系数α₁≈13×10⁻⁶/℃,镍铬合金)、绝缘层(α₂≈10×10⁻⁶/℃,MgO)、铠装层(α₃≈17×10⁻⁶/℃,不锈钢)的热膨胀系数差异显著。若设计不当,升温过程中会因热应力导致绝缘层开裂、发热元件断裂。解决方案包括:
-
梯度化结构设计:采用多层复合铠装(如内层薄不锈钢+外层厚合金),平衡整体膨胀量;
-
柔性连接:在发热元件两端设置弹性缓冲段(如螺旋弯折),吸收热位移;
-
有限元仿真优化:通过ANSYS等软件模拟热-结构耦合场,预测应力集中区域并改进结构。
(2)真空密封与低放气率控制
真空环境下,材料放气(如吸附水、有机物挥发)会导致腔室压力升高,影响工艺稳定性。关键技术措施:
-
材料预处理:铠装层与发热元件经真空退火(800~1000℃,10⁻³ Pa),去除表面吸附气体;
-
密封工艺:引出电极采用激光焊接(焊缝宽度≤0.2mm,漏率≤1×10⁻⁹ Pa·m³/s),避免钎焊剂残留;
-
表面处理:铠装层抛光后涂覆氮化硼(BN)涂层,降低放气率(≤1×10⁻⁸ Pa·m³/(s·cm²))。
(3)温度均匀性调控
被加热物体的温度均匀性直接影响工艺质量(如半导体外延生长、薄膜沉积)。优化手段包括:
-
发热元件布局:采用多组并联电阻丝,按“中心密、边缘疏”原则排布,补偿边缘散热损失;
-
铠装层厚度梯度设计:中心区域铠装层减薄(增强导热),边缘增厚(抑制热扩散);
-
主动温控系统:集成热电偶(K型/Pt100)与PID控制器,实时调节电流,实现±1℃精度控温。
3.2 材料体系选择
(1)金属铠装层材料
|
材料 |
优点 |
缺点 |
适用场景 |
|---|---|---|---|
|
不锈钢304/316L |
成本低、易加工、耐腐蚀性好 |
高温强度低(>600℃软化) |
中低温(<600℃)、一般真空环境 |
|
Inconel 600 |
高温强度高(1200℃仍保持强度)、抗氧化性好 |
成本高、加工难度大 |
高温(>800℃)、强腐蚀真空环境 |
|
钛合金TA2 |
密度小、比强度高、生物相容性好 |
导电性差(需额外电极设计) |
航空航天轻量化加热场景 |
(2)发热元件材料
-
镍铬合金(Cr20Ni80):使用温度≤1100℃,电阻率稳定(1.09μΩ·m),抗氧化性优异,适用于大多数真空加热场景;
-
铁铬铝合金(FeCrAl):使用温度≤1300℃,电阻率高(1.45μΩ·m),但高温下易脆化,需控制工作温度;
-
钼/钨丝:使用温度>1500℃(真空或惰性气体环境),但成本高、易氧化,仅用于超高温特殊场景。
(3)绝缘材料
-
氧化镁(MgO):最常用,绝缘强度高(>20kV/mm),热导率高(30W/(m·K)),但吸湿性强,需严格干燥处理;
-
氧化铝(Al₂O₃):耐高温(1800℃),但热导率较低(20W/(m·K)),适用于对绝缘性要求极高的场景。
4. 制造工艺与质量控制
4.1 核心制造流程
-
发热元件制备:根据功率需求计算电阻丝长度与线径,采用自动绕线机绕制成螺旋状(螺距1~3mm),两端预留引出线(长度50~100mm);
-
绝缘层填充:将发热元件装入金属管(铠装层半成品),通过冷等静压(CIP)或热等静压(HIP)将氧化镁粉填充至管内的90%~95%,确保无空隙;
-
封口与密封:采用氩弧焊或激光焊密封管体两端,引出电极与发热元件通过钎焊(银铜焊料)连接,焊后检测焊缝气密性(氦质谱检漏);
-
表面处理:铠装层外表面抛光(去除氧化皮),非工作面可涂覆防粘涂层(如特氟龙),减少污染;
-
性能测试:进行电阻值测试(误差≤±5%)、绝缘电阻测试(≥100MΩ)、耐压测试(AC 2000V/1min无击穿)、热态变形测试(平面度变化≤0.2mm)。
4.2 关键工艺控制点
-
绝缘层填充密度:通过X射线探伤检测填充均匀性,避免局部疏松导致热阻增大;
-
焊接质量:控制焊接温度(≤母材熔点的80%)与速度(5~10mm/s),减少热影响区,避免氧化;
-
去应力处理:封口后进行退火(600~800℃,2h),消除内应力,防止长期使用中开裂。
5. 性能测试与评估方法
5.1 静态性能测试
|
测试项目 |
测试方法 |
评价指标 |
|---|---|---|
|
额定功率测试 |
通入额定电流(I=P/U),测量电压降(U=IR),验证功率偏差≤±5% |
功率偏差 |
|
绝缘电阻测试 |
兆欧表测量发热元件与铠装层间电阻(DC 500V) |
≥100MΩ |
|
耐压测试 |
高压测试仪施加AC 2000V/1min,观察是否击穿 |
无击穿、无闪络 |
|
最高使用温度测试 |
在高温炉中逐步升温(50℃/min),记录发热元件熔断时的温度 |
达到设计温度(如1200℃)且无损坏 |
5.2 动态性能测试
-
温度均匀性测试:在被加热平面上布置9个热电偶(间距50mm),通入额定功率30min后,记录各点温度,计算最大温差;
-
热响应时间测试:从室温升至设定温度(如800℃)的时间,优质产品可达≤15min;
-
寿命加速试验:在1.5倍额定电压下连续运行500h,监测电阻变化率(≤±10%为合格)。
5.3 真空环境适应性测试
-
放气率测试:将加热盘置于真空腔室(初始压力10⁻⁵ Pa),加热至800℃并保持2h,测量压力上升速率(≤1×10⁻⁷ Pa·m³/s);
-
真空泄漏率测试:氦质谱检漏仪检测焊缝与密封部位,漏率≤1×10⁻⁹ Pa·m³/s。
6. 应用领域与典型案例
6.1 半导体制造
应用场景:晶圆热处理(退火、氧化)、PECVD(等离子体化学气相沉积)加热器。
案例:某12英寸晶圆厂采用Inconel 625铠装加热盘(Φ300mm,功率15kW),在10⁻⁶ Pa真空环境下实现800℃±3℃均匀加热,用于28nm制程硅片退火,良率提升至98%。
6.2 真空镀膜
应用场景:磁控溅射靶材加热器、蒸发镀膜舟加热器。
案例:某光学镀膜设备厂商定制钛合金铠装加热盘(Φ150mm,功率5kW),表面涂覆BN涂层,在10⁻⁵ Pa真空下加热至600℃,靶材蒸发速率波动≤±2%,膜厚均匀性提升15%。
6.3 航天热试验
应用场景:卫星部件热真空试验(模拟太空极端温度:-180℃~+150℃)。
案例:某航天器热试验舱配备不锈钢铠装加热盘(Φ500mm,功率30kW),集成PID温控系统,可实现-196℃(液氮冷却)至1200℃快速切换,试验周期缩短40%。
6.4 科研实验
应用场景:真空管式炉、分子束外延(MBE)加热器。
案例:中科院某实验室采用钼丝铠装加热盘(Φ80mm,功率3kW),在10⁻⁹ Pa超高真空下实现1500℃加热,用于GaN单晶生长,晶体缺陷密度降低至10⁴ cm⁻²。
7. 发展趋势与挑战
7.1 技术发展趋势
-
智能化:集成温度传感器(光纤光栅)、无线通信模块,实现远程监控与自适应温控;
-
多功能化:开发兼具加热与测温功能的复合盘(如铠装层内置热电偶),简化系统集成;
-
绿色化:采用可回收材料(如无铬不锈钢)、优化能耗(通过热回收装置降低待机功耗);
-
微型化:面向MEMS器件制造,研发Φ<20mm的微小型铠装加热盘(功率<500W)。
7.2 现存挑战
-
超高温极限突破:现有材料体系(如镍铬合金)难以满足>1500℃长期使用需求,需探索碳化硅纤维复合材料;
-
成本控制:Inconel等高价材料占比达60%,需通过国产化替代(如国产GH4169高温合金)降低成本;
-
复杂工况适配:在多组分气体(如含氧气氛)真空环境中,铠装层抗氧化性能仍需提升。
8. 结论
真空铠装加热盘作为真空环境下的核心加热元件,通过金属铠装层的保护与导热优势、内部发热元件的高效能量转换,实现了高温、均匀、可靠的加热性能。其在材料体系、结构设计、制造工艺等方面的持续优化,使其在半导体、航天、科研等领域的应用不断深化。未来,随着智能化、多功能化技术的发展,真空铠装加热盘将进一步向高精度、高可靠性、低成本方向演进,为高端制造与前沿科学研究提供更强大的支撑。















